



Prilagođene linije za zavarivanje Arc pneumatski uređaj za zavarivanje kućišta kotača
Video
Bitni detalji
| Vrsta zavarivanja: | Arc Welding |
| Materijal: | Metal |
| Oprema za zavarivanje: | 4 seta Hvatalice: 2 seta |
| Zemlje izvoznice: | Kanada |
| godina: | 2020 |
Production Pictures
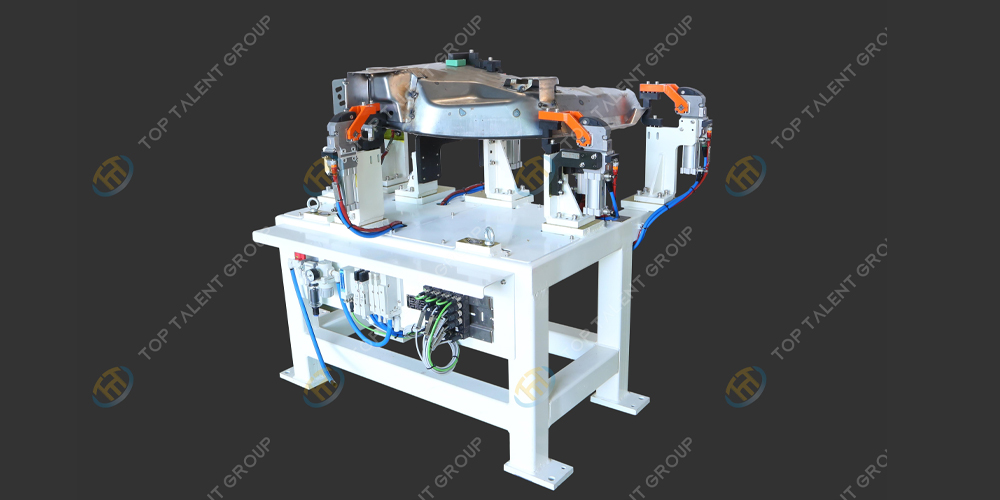
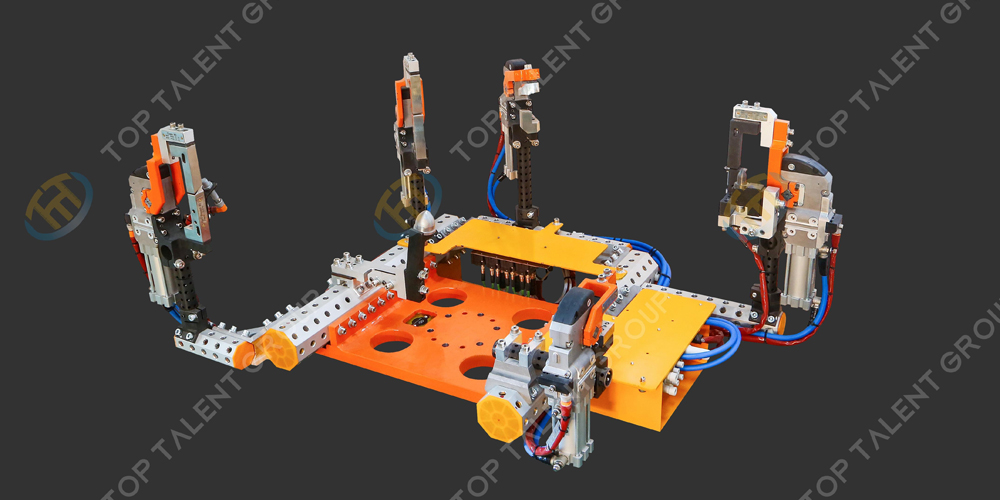

Uvod
Uređaj za zavarivanje kućišta kotača proizveden od strane TTM-a usvaja mehaničku metodu stezanja kako bi se osigurala tačnost položaja i kuta poklopca kotača.Može se koristiti u kombinaciji sa robotima za zavarivanje i drugom automatizovanom opremom za postizanje efikasnih i stabilnih operacija zavarivanja kućišta točka.Istovremeno, može osigurati kvalitet zavarivanja i izbjeći deformaciju i pomak kućišta kotača tokom procesa zavarivanja, čime se poboljšava kvalitet i performanse cijele karoserije automobila.
Jednom riječju, uređaj za zavarivanje kućišta kotača je vrlo važan uređaj u industriji proizvodnje automobila.Može poboljšati efikasnost i kvalitet zavarivanja karoserije, a nezaobilazna je ključna komponenta u savremenoj proizvodnoj liniji automobila.
Naš radni tok
1. Primljeno narudžbenicu-——->2. Dizajn-——->3. Potvrđivanje crteža/rješenja-——->4. Pripremite materijale-——->5. CNC-——->6. CMM-——->6. Sastavljanje-——->7. CMM-> 8. Inspekcija-——->9. (treći dio pregleda po potrebi)-——->10. (interno/kupac na licu mjesta)-——->11. Pakovanje (drvena kutija)-——->12. Isporuka
Tolerancija proizvodnje
1. Ravnost osnovne ploče 0,05/1000
2. Debljina osnovne ploče ±0,05 mm
3. Datum lokacije ±0,02 mm
4. Površina ±0,1 mm
5. Igle za provjeru i rupe ±0,05 mm







.png)
.png)